装配线的输送机滚轮���、过山车的刹车片以及将战斗机固定到位的车轮挡块......聚氨酯部件对于整个系统的运行至关重要���,尽管它们可能不是我们在查看产品时首先想到的材料。作为大型组件的一部分���,为了平稳运行���,聚氨酯部件的设计需要优化材料使用���、严格的公差以及长时间的承载或变形。

Kastalon 是伊利诺伊州的一家聚氨酯制造商���,几十年来一直在解决问题���,生产数千种定制的聚氨酯部件���,以满足这种多样化的要求。产品工程师 Brian Baer 向我们介绍了Form 3L 大幅面立体光固化成型(SLA) 打印机如何为模具 ���、制造辅助工具和新产品研发。
“能够美高梅mgm1888公司官网一个全新的模具���,对于产品小的改变和调整来说是一个非常大的优势。对我们来说���,可以达到±0.1mm的精度也很棒。我们做了以前做不到的事情���,而且数量正在稳步增加。
Brian Baer���, 工程师
Kastalon 将 3D 打印与传统加工相结合
Kastalon 设计和制造了数百个定制模具���,以生产数十万个聚氨酯零件。传统上���,当客户提交最终用途零件请求时���,Kastalon 的团队会在用铝或钢加工模具之前评估零件的成型可行性。
过去���,加工过程的费用和复杂性有时迫使 Kastalon
像许多塑料制造商一样���,拒绝那些过于复杂而无法成型或对于小批量和原型制作来说不具有成本效益的零件。具有太多互锁特征���、微小通道或销钉的模具在设计���、加工时往往效率低下���,有时甚至需要整件返工。尽管如此���,拒绝做生意还是很困难的���,而且由于Baer在学校使用过各种美高梅mgm1888公司官网技术���,他开始研究其他制造模具的方法。
几年前���,他曾涉足美高梅mgm1888公司官网领域���,这让一些团队对这项技术感到不满���,因此 Baer 在他的研究中需要寻找特定的要求。他们需要一台能够处理±0.1mm打印精度的机器���,能够承受 82-150℃ 高温的材料���,以及一个价格合理的系统。
“直到我找到 Formlabs���,看到各种材料可以承受高温并能做非常具体的事情���,我才意识到这台打印机实际上可以应用于我们所做的各种事情。”
Brian Baer���, 工程师
Form 3L到达了 Kastalon
办公室后���,需要经过一些测试才能让每个人都加入进来。起初���,同事们对可能的材料和精度持怀疑态度���,直到Baer打印了几件测试件。“我给机加工车间打印了一个零件���,他们做了RA表面粗糙度测试。店长非常满意���,它能与我给他的规格相匹配���,而且零件的光滑程度也很高���,“Baer
说。
“当我们有可以应用美高梅mgm1888公司官网的工作时���,他是第一批建议使用美高梅mgm1888公司官网技术的人之一。机械车间被大项目淹没了——如果有什么小项目可以打印���,他希望我们把它拿走”Baer 说。
几何���、测试和操作的新机遇
美高梅mgm1888公司官网为聚氨酯零件的成型开辟了新的可能性。Kastalon
的工程团队可以尝试金属模具无法完成的新设计特征和几何形状���,或者对设计进行小的更改���,而不必担心浪费机加工模具。该团队可以自信地提出新设计���,因为他们能够进行广泛的测试和迭代���,而不必担心因微小的更改而使机械车间陷入困境。
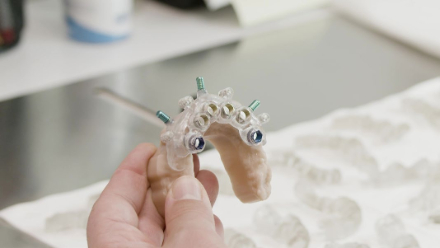
尾部拉拔器夹紧模具���:通过美高梅mgm1888公司官网实现

Kastalon 不得不拒绝一位客户���,该客户要求零件与顶面有 24 个盲孔偏移——模具太难加工了。

借助 Form 3L 和High Temp Resin(耐高温树脂)���,Baer 能够在不到一天的时间内打印和浇注成品聚氨酯部件。
在 Form 3L 到货之前���,Kastalon 团队不得不告诉客户���,他们无法接受 Tail Puller 夹具模具零件的订单。尽管经过大量试验和错误后���,这可能是可能的���,但 24 个高引脚的阵列并没有完全通过���,它们之间的间隙为 0.79mm。
间隙以及每个孔都是盲孔且端部偏离顶面的事实���,意味着该零件需要使用非常精细的长刀具进行极其困难的加工。另一种选择是单独制作每个引脚���,然后对它们进行键控���,使它们以正确的方向对齐——对直径只有 2.64mm 的引脚���,这不是一件容易的事情。
在评估了这些不同的加工工艺后���,该团队不得不拒绝接受订单。“我们花了很长时间讨论这是否可行���,告诉客户不行是一个重大决定���,”Baer 说。
仅仅几周后���,Form 3L 就到货了���,Baer 在半天内设计并打印了模具���,以展示 3D 打印此类复杂几何形状的商业案例。材料成本刚刚超过
30
美元���,设计花了他大约两个小时。“每个人都立即对美高梅mgm1888公司官网技术产生了极大的尊重。这让很多工厂员工大开眼界���,他们说���,'我们可以接受更多的订单���,因为我们现在可以做这样的事情���,'“Baer说。
防压轮

这些车轮模具(左���、上���、下)和车轮(右)设计为在过载的情况下均匀变形——泪滴形孔均匀分布重量���,因此车轮不会压碎产品。
当微小的特征使模具难以加工时���,Form 3L 会大放异彩。这些小型防压轮用于将软产品(如纸板包装)固定在输送机系统上���,用于代替弹簧组件 - 轮子本身均匀变形以轻轻地将纸板固定到位���,而不是弹簧臂对纸板施加压力。
然而���,车轮模具在用于模制车轮中泪滴形孔的“鳍片”之间有一个非常小的间隙���,因此几乎不可能制造模具。
轮子宽50.8mm英寸���,鳍片之间的壁厚为 3.175 mm。“这个尺寸是可能的���,但如果你试图将设计发送给他们���,会有很多机械师对你生气���,”Baer 说。
除了加工的难度之外���,多部件铝模具将产生更复杂的装配过程。有一个权衡���:将模具与翅片作为一个整体进行加工(如上图所示)���,并使机械师的间隙变得极其困难���,或者单独制作所有翅片并将它们组装成一个���,这将意味着更多的设置和更多的小零件组装���,这也会增加机械车间的劳动力和烦恼。
3D 打印成为合乎逻辑的解决方案���,Baer 在 Solidworks 中轻松设计了一个带有可拆卸轴承的两部分模具���,然后在 Form 3L
上打印出高温树脂和刚性 10K 树脂。 该团队使用 Rigid 10K Resin 为客户铸造了 25
个轮子���,而成本仅为机加工模具成本的一小部分。Baer 说���:“我们制造了许多种类和样式非常小的车轮���, 在 Form 3L 之前我们无法做到这一点���,因为它对我们来说不划算。
|
机加工
|
美高梅mgm1888公司官网
|
组件数量
|
21
|
3
|
设计用时
|
7小时
|
3小时
|
设置时间
|
5小时
|
-
|
运行时间
|
35小时
|
12小时
|
总耗时
|
47小时
|
15小时
|
大型弹簧的内部测试模型

像这些红色弹簧这样的聚氨酯部件传统上是由大型铝模具铸造而成的。

这些铝模具���,或在某些情况下是钢模具���,加工起来既昂贵又耗时。
休士顿太空人棒球场有一个可伸缩的圆顶���,以应对恶劣天气���,而卡斯塔隆负责弹簧���,即使在飓风条件下也能保持圆顶紧绷和功能正常。
在制造体育场大小的弹簧所需的模具之前���,Kastalon 团队使用缩小版本对设计和材料进行了广泛的测试。稍微改变设计���,并测试不同几何形状和不同聚氨酯配方的弹簧刚度变化���,确保其最终产品在长时间的高应力下得到优化。
然而���,尽管规模发生了变化���,但每个铝模仍然很昂贵���,特别是如果它只是用于内部测试。现在���,Form 3L 使该团队能够以更低的成本测试许多不同的弹簧设计���,并且不会占用机加工车间的带宽。

这些模具(高温树脂���,左)和铸造聚氨酯弹簧(橙色���,右)是几何形状的原型���,用于复制堆叠碟形弹簧。

美高梅mgm1888公司官网使 Baer 和团队能够尝试新的几何形状和设计���,而无需为机加工车间增加更多工作。
“我们现在可以打印和测试许多奇怪的形状和几何形状���,而这些形状和几何形状在以前只是为了测试或研发而花费了一笔不可思议的钱���,”Baer说。在不增加高昂的加工材料和劳动力成本的情况下测试新的���、复杂的形状和几何形状���,使
Kastalon 不仅可以承担更多的业务���,还可以为现有客户制造更好的零件。
滚筒模具���:避免加工软质聚氨酯
对于涂层辊子或辊筒套筒���,传统的工作流程包括聚氨酯材料的圆柱形铸造���,并增加一个加工步骤���,以将外径降低到所需的尺寸和表面光洁度。加工凹槽的附加步骤可以根据滚子应用以各种样式和尺寸完成。在这种特殊情况下���,将长水平槽加工成软质聚氨酯成为一项麻烦的任务。对于大订单���,这种手动���、劳动密集型的加工步骤会削减订单的利润���,并占用机加工车间数小时的时间。“加工软质聚氨酯是很麻烦的���,它并不总是能给你带来好的结果���,而且在切割时并不总是能提供很好的光洁度���,”Baer说。
每个辊子直接加工凹槽大约需要三个小时���,但加工单个金属模具过于昂贵且风险大���,尤其是当以前没有制造过具有这种几何形状的模具并且不知道它是否有效时。为了制作金属模具���,该团队需要线材工具或带有分度头的成型机���,这两种设备都是昂贵的设备���,对于某些几何形状和应用非常专业。

加工软质聚氨酯可能既麻烦又耗时���,尤其是在像这种滚筒这样的大型零件上���,它被铸造成圆柱体���,然后加工成最终形状。

当零件很小时���,加工微小的凹槽几乎是不可能的。Baer已经开始打印预开槽模具���,因此每个铸件都可以创建出一个完整的零件���,而无需额外的加工。
Baer 意识到了这种情况���,并主动尝试了一些新的东西。他设计并打印了一个模具���,将聚氨酯浇铸成他们需要的凹槽形状。直接在 Form 3L 上用High Temp Resin 或 Rigid 10K Resin打印���,提供了一种经济高效的解决方案���,消除了数小时的手动体力劳动。
在选择材料时���,Baer 会考虑分辨率和层高���、每升成本���、强度和颜色/透明度���,并且大多数时候都会在高温树脂和硬质 10K
树脂之间进行选择。对于原型���、一次性或非常小批量的成型应用���,使用高温树脂是因为它的成本较低且透明——对于原型���,了解内部情况以评估是否需要更改是有帮助的。然而���,对于团队打算更大批量铸造的零件���,他们将依赖
Rigid 10K Resin 的先进机械性能。“我们最近一直在使用Rigid 10K Resin���,主要是因为它可以更好地承受脱模。”
|
机加工
|
美高梅mgm1888公司官网模具
|
件/年
|
40
|
40
|
模具设计
|
1小时
|
1小时
|
每件成型后的手动处理时间
|
3小时
|
0小时
|
总耗时
|
160小时
|
40小时
|
提高产能���,改进产品
在不到一年的时间里���,Form 3L 改变了 Kastalon 的决策流程。工程团队不再受传统加工限制的限制���,可以接受他们以前不会尝试的新订单���,并优化流程���,这些流程花费了数千美元的劳动力和材料。
“我们的销量一直在增加。我们获得了很大的信心���,Form 3L 的订单一直在稳步增长。我们能够尝试新事物���,并帮助销售团队为客户提供他们想要的东西���,即使是其中的一两个���,只是为了看到这是可能的。
Brian Baer���, 工程师
Kastalon 的机械师在准确性���、一致性和卓越性方面建立了声誉。起初���,将美高梅mgm1888公司官网模具添加到组合中是一项艰难的销售���,但结果不言而喻。通过展示光固化SLA技术打印材料的机械性能���、精度和几何设计自由度���,即使是机加工车间的工头也会将零件发送到打印机。
 粤公网安备 44011102003066号
粤公网安备 44011102003066号